 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语
Parametre lasera Rezací stroj sú veľmi dôležité. Priamo ovplyvňuje kvalitu a účinok rezu. Ako sa teda pozerať na tieto profesionálne výkonové parametre pri kúpe laserového rezacieho stroja?
1. Vplyv pomocného tlaku vzduchu
V procese rezania laserom môže pomocný tlak vzduchu počas rezania odfúknuť trosku a ochladiť tepelne ovplyvnenú oblasť rezania. Medzi pomocné plyny patrí kyslík, stlačený vzduch, dusík a inertné plyny. Pre niektoré kovové materiály a nekovové materiály sa vo všeobecnosti používa inertný plyn alebo stlačený vzduch, ktorý môže zabrániť horeniu materiálu. Napríklad rezanie materiálov z hliníkovej zliatiny. Pre väčšinu kovových materiálov sa používajú reaktívne plyny (napríklad kyslík), pretože kyslík môže oxidovať kovový povrch a zlepšiť účinnosť rezania. Pri príliš vysokom tlaku pomocného vzduchu sa na povrchu materiálu objavujú vírivé prúdy, ktoré oslabujú schopnosť odstraňovať taveninu, výsledkom čoho je širšia štrbina a drsná rezná plocha; keď je tlak vzduchu príliš nízky, taveninu nie je možné úplne odfúknuť a spodný povrch materiálu priľne k povrchu. spodina. Preto by sa mal počas rezania nastavovať tlak pomocného plynu, aby sa dosiahla najlepšia kvalita rezu.
2. Účinok výkonu lasera
Veľkosť výkonu lasera má značný vplyv na rýchlosť rezu, šírku rezu, hrúbku rezu a kvalitu rezu. Množstvo potrebného výkonu je určené vlastnosťami materiálu a mechanizmom rezania. Napríklad materiály s dobrou tepelnou vodivosťou, vysokým bodom topenia a vysokou odrazivosťou reznej plochy vyžadujú vyšší výkon lasera. Vo všeobecnosti za určitých iných podmienok existuje výkon lasera na dosiahnutie najlepšej kvality rezu v procese rezania laserom. Ďalšie zníženie alebo zvýšenie výkonu spôsobí trosku alebo prepálenie, čo povedie k zníženiu kvality spracovania.
Okrem toho so zvýšením výbojového napätia sa zvýši intenzita lasera v dôsledku zvýšenia vstupného špičkového výkonu, takže priemer bodu sa zväčší a šírka štrbiny sa primerane zväčší; so zväčšením šírky impulzu sa zvýši priemerný výkon lasera. Keď sa frekvencia zvýši, šírka laserovej štrbiny sa zväčší; vo všeobecnosti sa so zvýšením frekvencie impulzov rozšíri aj štrbina. Keď frekvencia prekročí určitú hodnotu, šírka štrbiny sa zmenší.
3. Vplyv reznej rýchlosti
Pri procese rezania laserom má rýchlosť rezania značný vplyv na kvalitu rezaného materiálu. Ideálna rýchlosť rezania spôsobí, že rezná plocha bude mať relatívne hladkú líniu a v spodnej časti materiálu nebude žiadna troska. Keď sú tlak pomocného plynu a výkon lasera konštantné, rýchlosť rezania a šírka štrbiny vykazujú nelineárny inverzný vzťah. Keď je rýchlosť rezania relatívne nízka, čas pôsobenia energie lasera v štrbine sa predlžuje, čo vedie k zväčšeniu šírky štrbiny. , Keď je rýchlosť príliš nízka, čas pôsobenia laserového lúča je príliš dlhý, rozdiel medzi hornou štrbinou a spodnou štrbinou obrobku bude veľmi veľký, kvalita rezu sa zníži a efektivita výroby sa výrazne zníži. . So zvyšujúcou sa reznou rýchlosťou sa čas pôsobenia energie laserového lúča na obrobok skracuje, takže efekty difúzie tepla a tepelného vedenia sa zmenšujú a šírka zárezu je zodpovedajúcim spôsobom menšia. Keď sú otáčky príliš vysoké, materiál obrobku, ktorý sa má rezať, sa neprereže v dôsledku nedostatočného prívodu rezného tepla. Tento jav patrí k neúplnému rezaniu a roztavený materiál nie je možné včas odfúknuť. Tieto roztavenia spôsobia, že zárez je znovu zvarený.
4. Vplyv ohniskovej polohy
Poloha ohniska je vzdialenosť od laserového ohniska k povrchu obrobku, ktorá priamo ovplyvňuje drsnosť povrchu rezu, sklon a šírku štrbiny a priľnavosť roztaveného zvyšku. Ak je poloha zaostrenia príliš pokročilá, teplo absorbované spodným koncom obrobku, ktorý sa má rezať, sa zvýši. Za podmienok konštantnej reznej rýchlosti a pomocného tlaku vzduchu bude rezaný materiál a roztavený materiál v blízkosti štrbiny prúdiť na spodný povrch v kvapalnom stave. Po ochladení sa roztavený materiál prilepí na spodný povrch obrobku v guľovom tvare; ak poloha zaostáva, teplo absorbované spodnou čelnou plochou rezaného materiálu sa zníži, takže materiál v reznom šve sa nemôže úplne roztaviť. Niektoré ostré a krátke zvyšky priľnú na povrch. Za normálnych okolností by mala byť poloha zaostrenia na povrchu obrobku alebo o niečo nižšia, ale rôzne materiály majú rôzne požiadavky. Pri rezaní uhlíkovej ocele je kvalita rezu lepšia, keď je zameranie na povrch dosky; a pri rezaní nehrdzavejúcej ocele by ste sa mali zamerať na hrúbku dosky. Účinok je lepší, keď je približne 1/2,
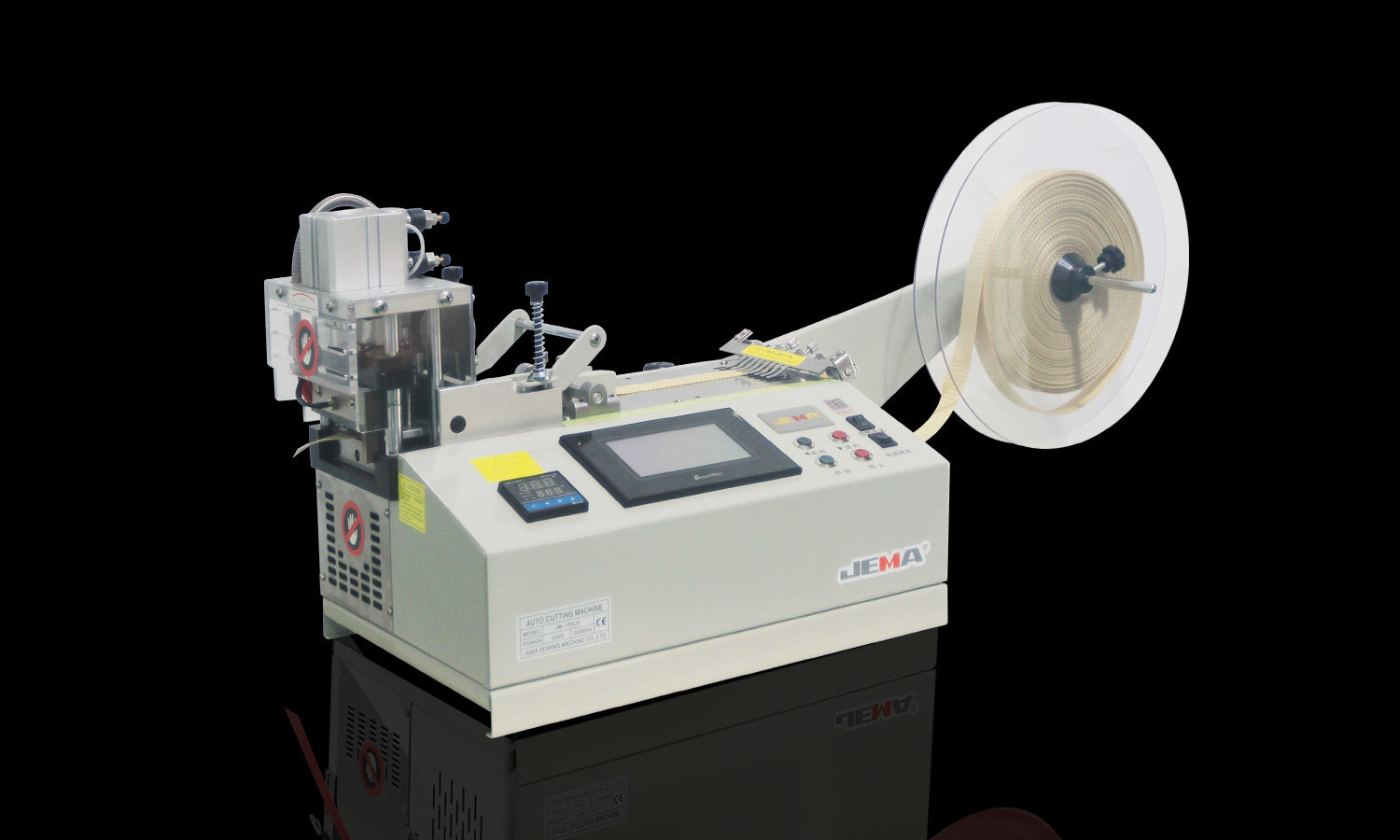
Počítačový stroj na rezanie pásky (studené a horúce infračervené) JM-120HLR
Plne automatické rezanie, jednoduchá obsluha, široký rozsah použitia a vysoká kvalita rezu. Vlastnosti vysoká rýchlosť: Dokáže rezať 70 ~ ...
Pozrite si túto sériu produktov
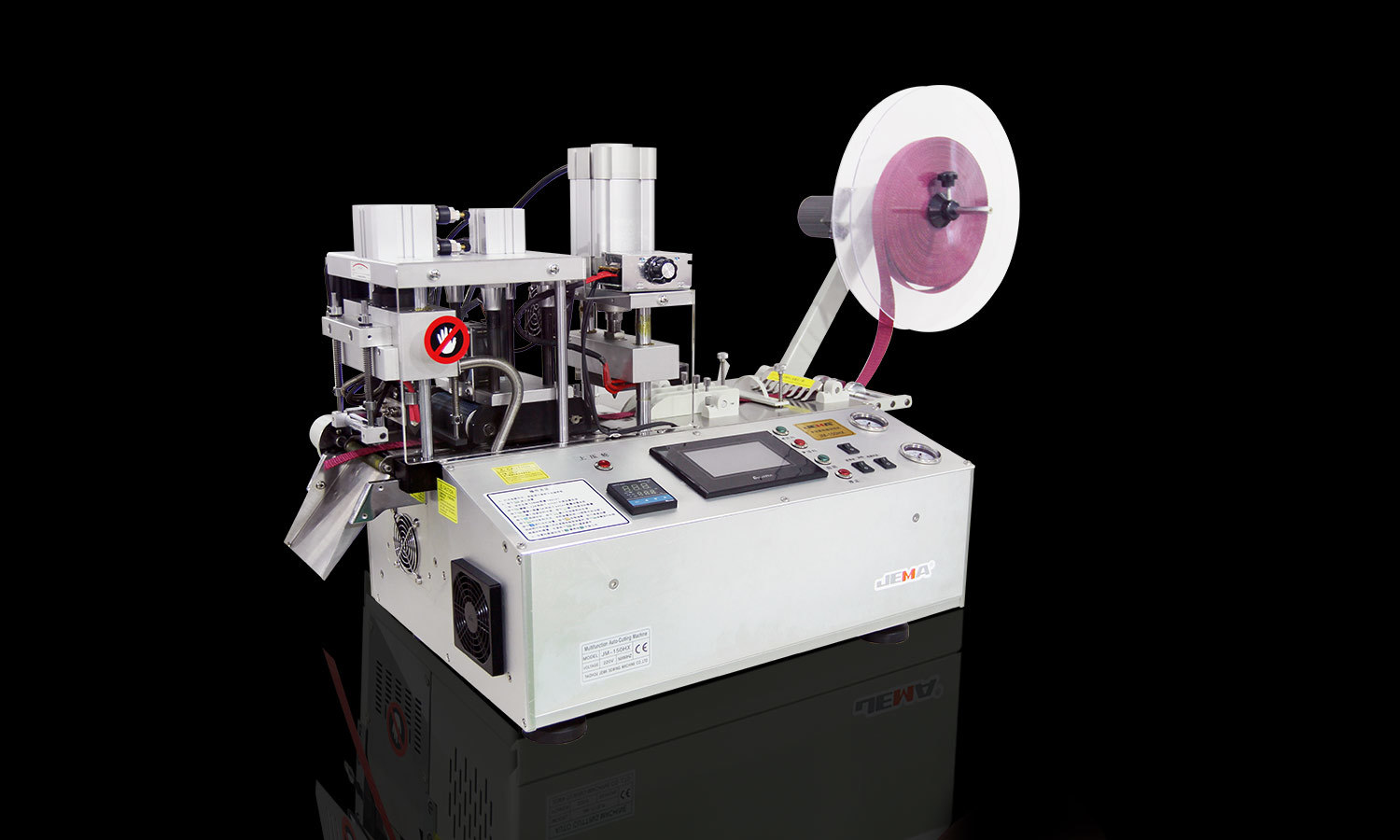
Multifunkčný počítačový stroj na rezanie pásky (rohový) JM-150HX
Plne automatické rezanie, jednoduchá obsluha, široký rozsah použitia, vysoká kvalita rezu, hladký povrch rezu, bez uvoľneného drôtu. Vlastnosti ...
Pozrite si túto sériu produktov
Aké faktory ovplyvňujú kvalitu rezania laserových rezacích strojov?
PREV:Ako si vybrať kvalitný laserový rezací stroj?NEXT:Aké sú výhody ultrazvukového rezacieho stroja?
Odporúčané produkty
-
 JM-130LR")
Počítačom riadený stroj na rezanie pásky (nôž za studena a za tepla) JM-130LR
Plne automatické rezanie, jednoduchá obsluha, široký rozsah použitia a vysoká kvalita rezu. Možno...
-
.png?imageView2/2/w/500/h/500/format/jp2/q/100 "Multifunkčný počítačový stroj na rezanie pásky (za studena a za tepla) JM-150LR")
Multifunkčný počítačový stroj na rezanie pásky (za studena a za tepla) JM-150LR
Plne automatické rezanie, jednoduchá obsluha, široký rozsah použitia, vysoká kvalita rezu, hladký...
-
 JM-2200")
Ultrazvukový počítačový stroj na rezanie pásky (pravý uhol/roh) JM-2200
Plne automatické rezanie, jednoduchá obsluha, široký rozsah použitia, vysoká kvalita rezu, hladký...
-

Stroj na zošívanie gombíkov JM-371
Vlastnosti Používa sa hlavne na prišívanie plochých gombíkov s dvomi alebo štyrmi otvormi...
24 rokov špecializujúca sa na výrobu rôznych rezacie stroje.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Výrobcovia strojov na rezanie elastických pások na mieru
